

Introduction of Grate castings
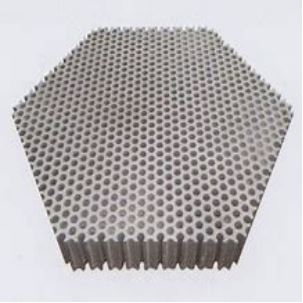
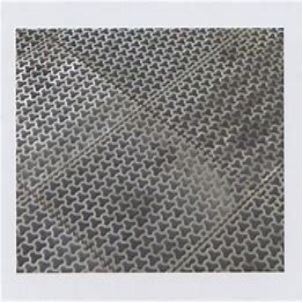
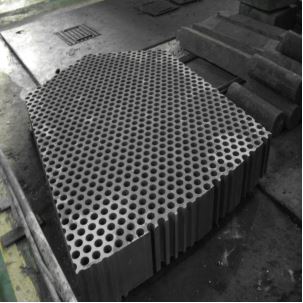
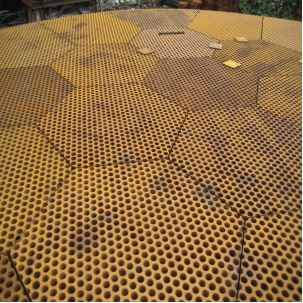
Grate castings are a key component of the preheating and air supply equipment of the iron-making blast furnace. The grate of the flat hot blast stove has a honeycomb structure. The hot-blast stove grate is regularly covered with plum-shaped holes, the straight sides of the grate are evenly arranged with semicircular notches, and the hypotenuse and arc edges randomly intersect the grate holes to form irregular notches. The hot-blast stove grate is a porous complex casting. When assembling, leave a 20mm expansion gap between the grate of the hot blast stove. The gaps on the adjacent grate should form a complete great hole. Ensure that all the grate holes are aligned with the holes of the porous refractory brick. There are hundreds of holes in a single grate. The outline size of the grate of the hot blast stove is generally 1000~1800mm, and the thickness (hole depth) is 300-350mm. All the holes on the grate of the hot blast stove are connected in the thickness direction.
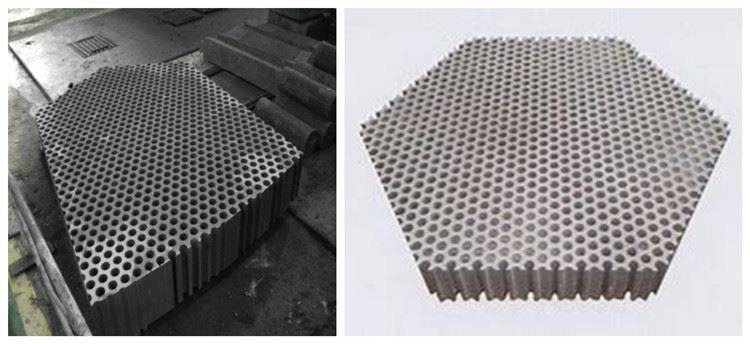
Product display
Points for attention
Hot blast stove is a high-efficiency thermal equipment that provides hot blast to the blast furnace. It will not only directly affect the normal production of the blast furnace, but also threaten personal safety. For this reason, the blast furnace operator should strengthen the production organization in front of the furnace to meet the needs of fast-paced production. Excessing iron from the slag dam will cause the molten iron to flow into the slag trough, which will block the slag trough. Before tapping, all types of work should be contacted and operated in accordance with the operating procedures, and the tapping operation can only be carried out after the sand hole is handled. In case of special circumstances, the liquidity of the molten iron last time was not good and the tapping time interval was long, so the residual iron in the sand should be released. For the newly installed sand mouth, because the sand mouth is cool, the first two irons should not be used for boring sand mouth operations. When the molten iron has good flow performance and the iron temperature is sufficient, leave the sand mouth. After opening the iron gate, when it is found that there is condensation in the sand mouth, the blast furnace operator should immediately reduce the wind and block the iron gate. Under normal furnace conditions for blast furnace grate castings, sufficient insulation material must be sprinkled on the surface of the molten iron in the sand opening to keep the molten iron in the sand opening after the iron is tapped.
Product Feature
The material requires high strength, plasticity, toughness, wear resistance, severe thermal and mechanical shock resistance, high or low-temperature resistance, corrosion resistance, and dimensional stability. For example, most ductile iron castings specified by the International Organization for Standardization ISO1083 are mainly produced in a non-alloyed state. Obviously, this range includes high-strength grades with a tensile strength greater than 800 N/mm and an elongation rate of 2%. The other extreme is the high plastic grade, which has an elongation greater than 17%, and the corresponding strength is low (the minimum is 370 Newton/mm scoop. Strength and elongation are not the only roots for the designer to choose materials, but other decisive important properties also include yield strength, elastic modulus, abrasion resistance, fatigue strength, hardness, and impact properties.
Honorary qualification
1. Shandong Province Recognized Enterprise Technology Center.
2. Director Unit of Shandong Environmental Protection Industry Association.
3. Member Unit of China Foundry Association.
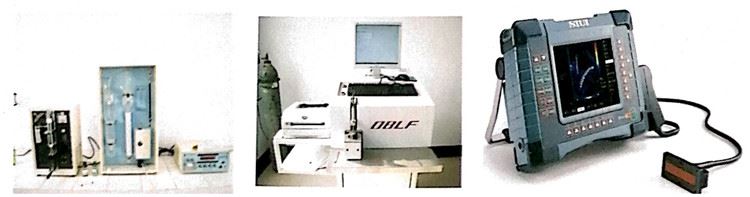
Test equipment
1. Carbon and sulfur analyzer
2. German OBLF direct reading spectrometer
3. Ultrasonic flaw detector